نویسنده : www.BartarFile.ir
تاریخ : شنبه 18 ارديبهشت 1400
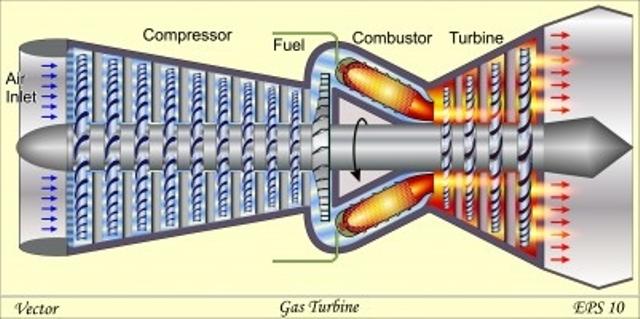
توربین گازی Gas Turbine یک ماشین دوار است که بر اساس انرژی گازهای ناشی از احتراق کار میکند. هر توربین گاز شامل یک کمپرسور برای فشرده کردن هوا، یک محفظه احتراق برای مخلوط کردن هوا با سوخت و محترق کردن آن و یک توربین برای تبدیل کردن انرژی گازهای داغ و فشرده به انرژی مکانیکی است. بخشی از انرژی مکانیکی تولید شده در توربین، صرف چرخاندن کمپرسور خود توربین شده و باقی انرژی، بسته به کاربرد توربین گاز، ممکن است ژنراتور برق را بچرخاند (توربو ژنراتور)، به هوا سرعت دهد (توربوجت و توربوفن) و یا مستقیماً (یا بعد از تغییر سرعت چرخش توسط جعبه دنده) به همان صورت مصرف شود (توربوشفت، توربوپراپ و توربوفن). مبنای کار توربینهای گاز از نظر ترمودینامیکی، بر اساس چرخهٔ برایتون است که در آن، هوا به صورت بیدررو فشرده شده، احتراق در فشار ثابت رخ داده و انبساط هوای فشرده و داغ در توربین، به صورت بیدررو رخ میدهد و هوا به فشار اولیه میرسد. در عمل، اصطکاک و توربولانس باعث میشوند که:
فشردهسازی هوا در کمپرسور به صورت بیدررو نباشد. این موجب میشود که برای دستیافتن به یک نسبت فشار معین، دمای خروجی کمپرسور بیشتر از حالت ایدهال باشد.
انبساط هوا در توربین به صورت بیدررو نباشد. این موجب میشود که با ثابت بودن مقدار کاهش دما در توربین، کاهش فشار ناشی از آن افزایش یافته و انبساط کمتری برای تولید کار در توربین فراهم باشد. افت فشار در ورودی هوا، محفظهٔ احتراق و اگزوز وجود داشته باشد.
این موضوع باعث میشود که نسبت فشار موجود برای تولید کار کاهش یابد. افت فشار در ورودی هوا باعث کاهش فشار در ورودی کمپرسور و در نتیجه کاهش فشار ورودی محفظهٔ احتراق و توربین میشود. افت فشار در محفظه و اگزوز، به ترتیب به کاهش فشار ورودی به توربین و افزایش فشار خروجی توربین میانجامند که همهٔ این عوامل، باعث کاهش نسبت فشار موجود در توربین برای تولید کار میشوند. با افزایش دمای هوای ورودی به توربین، راندمان توربینهای گاز افزایش مییابد. بنابراین، بهتر است که این دما هر چه بیشتر انتخاب شود. اما در این مورد از نظر تحمل مواد تشکیلدهندهٔ محفظهٔ احتراق و پرههای توربین، محدودیت وجود دارد. بنابراین، در این قسمتها که به آنها بخشهای داغ Hot Sections گفته میشود، از مواد مقاوم به دماهای زیاد مانند سوپر آلیاژها استفاده میشود. همچنین این قسمتها با استفاده از تکنولوژیهای پیچیدهای، خنککاری میشوند.
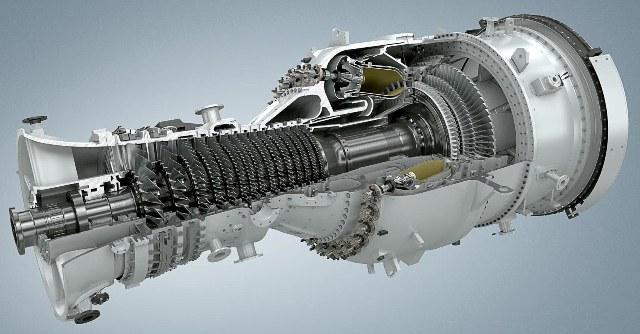
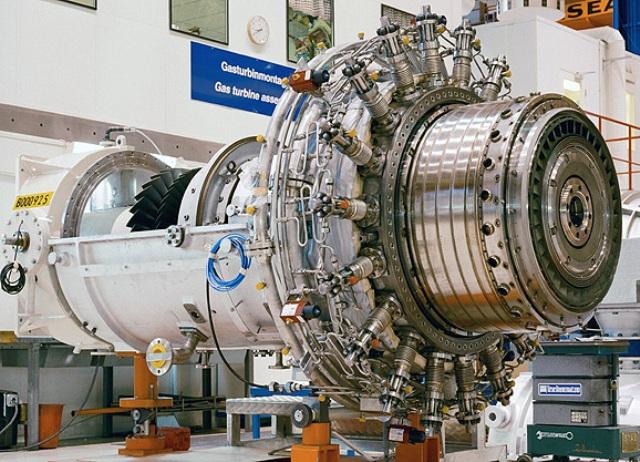
کتاب مرجع توربین های گازی (Gas Turbine Handbook)،نه تنها به عنوان یک مرجع جامع شناخته شده است بلکه پرفروش ترین کتاب در این زمینه نیز می باشد، که در آن اطلاعات اساسی در مورد طرز کار و استفاده مناسب از انواع توربین های گازی به شما داده می شود. در این کتاب در مورد سخت افزار، پارامترهای عملیاتی، کنترل، ورودی و خروجی ها، بازرسی، عیب یابی، کنترل سر و صدا، سیستم های خنک کننده و… بحث می شود. آخرین نسخه این کتاب که در دست شماست شامل فصل های جدید در Microturbines و مطالعات موردی در این خصوص است. این کتاب مشتمل بر 453 صفحه، در 18 فصل، به زبان انگلیسی، همراه با تصاویر به ترتیب زیر گردآوری شده است:
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 16 ارديبهشت 1400
از قرن ها پیش انسان برای تهیه وسایل و ظروف مورد استفاده خود از انواع ورق ها استفاده نموده است. با پیشرفت علم و تکنولوژی دامنه استفاده از ورق ها نیز وسعت یافته به طوری که در بیشتر صنایع کاربرد فراوان یافته است. ورق های فلزی به عنوان نیم ساخته در زمینه های مختلف صنعت به طور گسترده استفاده می شود. روش های ساخت ورق های فلزی ضروی به نظر می رسد.
رولکاری یا منحنی کردن ورق های فلزی عبارت است از تغییر شکل دادن ورق های فلزی به استوانه یا مخروط و یا قسمتی از آن ها با استفاده از وسایل دستی یا ماشینی. رولکاری یا منحنی کردن ورق های فلزی بر اساس تغییر شکل پلاستیکی با اعمال نیروی فشار به سطح ورق و ایجاد نیروی عکس العمل صورت می گیرد. ورق های فلزی را می توان به روش های گوناگون رولکاری و منحنی کرد. ساده ترین روش برای منحنی کردن ضخامت های کم و قطرهای کوچک استفاده از وسایل و ابزارهای دستی ساده است. همچنین می توان با به کارگیری ماشین های نورد، ورق های فلزی را با ضخامت های مختلف به تناسب ظرفیت و قطر غلتک های آن ها رولکاری و منحنی نمود. در این کتاب که در دو جلد تهیه شده است به طرز تهیه انواع ورق ها و نیم ساخته ها پرداخته شده است.
کتاب مرجع تغییر شکل نیم ساخته ها،کتابی جامع، مفید و بسیار کاربردی از آموزش مباحث ورقکاری، نیم ساخته ها و صنایع فلزی است. این کتاب مشتمل بر 2 جلد، در 536 صفحه، به زبان فارسی با فرمت pdf، به ترتیب زیر گردآوری شده است:
فهرست جلد اول کتاب مرجع تغییر شکل نیم ساخته ها:
فصل اول:
تولید و کاربرد ورق های فلزی در صنعت
برخی از کاربردهای نیم ساخته های فلزی در صنایع
تقسیم بندی انواع ورق های فلزی
تقسیم بندی ورق های فولادی
روش تهیه ورق های فلزی
ورق های ضخیم
ورق های متوسط
ورق های نازک
تولید ورق ها با پوشش فلزی
تهیه ورق های قلع اندود
تهیه ورق های رنگی
فصل دوم:
برشکاری در صنعت ورقکاری
تعریف برشکاری
روش های مختلف برشکاری
برشکاری حرارتی
برشکاری مکانیکی
قلم کاری
انواع قلم
قیچی کاری
اصول قیچی کاری
انواع قیچی های دستی
قیچی های اهرمی
قیچی های اهرمی ساده
قیچی های اهرمی اونیورسال
قیچی های اهرمی میز کارگاه
محاسبه نیروی برش در قیچی های دستی و اهرمی
قچی های نیبلر
قیچی های نیبلر دستی
قیچی های نیبلر رومیزی
قیچی های نیبلر ستونی
قیچی های برقی اونیورسال
قیچی های گیوتین
اجزای مهم قیچی های گیوتین
قیچی گیوتین مکانیکی
قیچی های گیوتین هیدرولیکی
قیچی های گردبُر
فصل سوم:
صافکاری در صنعت ورقکاری
تعریف صافکاری
اصول صافکاری
صافکاری به وسیله ابزار دستی
صافکاری به وسیله حرارت
صافکاری به وسیله ماشین های صافکاری
پتک های بادی
صافکاری به وسیله ماشین های نورد
صافکاری به وسیله ماشین های کششی
فصل چهارم:
خمکاری در صنعت ورقکاری
تعریف خمکاری
قابلیت خمکاری
تئوری خمکاری
انواع خمکاری
انواع ماشین های خمکاری
خمکن های دستی
ماشین های خمکن ساده
ماشین های پرس خم کن (برک پرس)
محاسبه عوامل خمکاری
محاسبه طول گسترش قطعات خمکاری شده
فصل پنجم:
اتصال ها در صنعت ورقکاری
فرنگی پیج
انواع فرنگی پیچ
اجزای فرنگی پیچ
محاسبات فرنگی پیچ
چرخ ورقکاری
پرچکاری
روش های پرچکاری
اصول پرچکاری
مشخصات میخ پرچ
انواع میخ پرچ
میخ پرچ های ضربه ای
میخ پرچ های میخی
میخ پرچ های مخصوص
محاسبات پرچکاری
معایب پرچکاری
فصل ششم:
روش های بریدن ورق های فلزی
قیچی کاری
اصول بریدن با قیچی دستی
نقشه کار شماره 1
نقشه کار شماره 2
نقشه کار شماره 3
کارهای عملی قلم کاری
نکات اجرایی قلم کاری
دلایل و عیب های ایجاد شده هنگام عملیات قلم کاری و چگونگی رفع آن ها
نکات ایمنی در عملیات کارگاهی
نقشه کار شماره 1
نقشه کار شماره 2
نقشه کار شماره 3
نقشه کار شماره 4
فصل هفتم:
تمرین های خمکاری
روش های خمکاری ورق های فلزی
خمکاری با ابزار دستی
خمکاری با ماشین های خم کن
استفاده از خمکن های لقمه ای
نکات عملی پرچکاری
انتخاب و آماده سازی ابزار پرچکاری
عملیات پرچکاری
نکته های ایمنی در پرچکاری
نقشه کار شماره 1
نقشه کار شماره 2
نقشه کار شماره 3
نقشه کار شماره 4
نقشه کار شماره 5
نقشه کار شماره 6
فهرست جلد دوم کتاب مرجع تغییر شکل نیم ساخته ها:
فصل اول: رولکاری در صنعت ورقکاری
اصول رولکاری
روش محاسبه طول گسترش استوانه و مخروط با استفاده از فاز خنثی
روش های روش کردن ورق فلزی
اصول رولکاری ورق های فلزی با دست
اصول رولکاری ورق های فلزی به وسیله ماشین های غلتک
اصول رولکاری با ماشین های سه غلتکی
مشخصات ماشین های رولکاری
منحنی کردن لبه های ورق
ماشین های نورد هیدرولیکی
ماشین های نورد سه غلتکی هیدرولیکی
ماشین های نور چهار غلتکی هیدرولیکی
منحنی کردن ورق های فلزی به فرم مخروط ناقص به وسیله ماشین های غلتک
نویسنده : www.BartarFile.ir
تاریخ : شنبه 28 فروردين 1400
کتاب مدلسازی پارامتریک در نرم افزار حرفه ای Creo Parametric Modeling، یکی از کتاب های مرجع، مفید و کاربردی در زمینه مدلسازی مقدماتی تا پیشرفته، مونتاژ مقدماتی تا پیشرفته و همچنین ایجاد نقشه های صنعتی و اجرایی در نرم افزار پیشرفته ProEngineer می باشد. این کتاب مشتمل بر 9 فصل، 553 صفحه، به زبان انگلیسی روان، تایپ شده، به همراه تصاویر رنگی، با فرمت PDF، به ترتیب زیر گردآوری شده است:
Chapter 1: INTRODUCTION TO CREO PARAMETRIC
WHAT IS CREO PARAMETRIC
CHAPTERS AND TASKS
FEATURE-BASED MODELING
CREO PARAMETRIC SKETCHER GEOMETRY
CREATING INTERNAL SKETCHES
CREO PARAMETRIC SCREEN LAYOUT
MOUSE, KEYBOARD AND BASIC CONTROLS
MODELING TEMPLATES
MODEL TREE
Chapter 2: CREO PARAMETRIC BASIC MODELING
CAMSHAFT PREMACHINED
CREATING A NEW PART MODEL
CAMSHAFT PLATE
Chapter 3: ASSEMBLY
ASSEMBLY THEORY
CREATING NEW ASSEMBLY
COLLISION DETECTION IN THE ASSEMBLY
EXPLODING ASSEMBLIES
COMPONENT LIBRARY
Chapter 4: DRAWING
DRAWING CONCEPTS AND THEORY
MODEL DRAWINGS
DRAWING ANNOTATIONS
DIMENSIONAL TOLERANCES
GEOMETRIC TOLERANCES
DRAWING SYMBOLS
ASSEMBLY DRAWINGS
Chapter 5: ADVANCED MODELING
SPIRAL CUTTER
SPIRAL CUTTER ASSEMBLY
SPRING MODELING
Chapter 6: ADVANCED ASSEMBLY DESIGN
ASSEMBLY CUT
MECHANISM DESIGN
Chapter 7: INTELLIGENT FASTENER
ASSEMBLING FASTENERS
Chapter 8: DATA EXCHANGE
IMPORT AND EXPORT FORMATS
FEATURE RECOGNITION
DXF AND DWG
3D PART LIBRARIES
DIRECT DATA CHANGE
Chapter 9: APPENDIX
CREO PARAMETRIC QUICK REFERENCE CARD
توجه: کاربران نگران زبان انگلیسی کتاب نباشند. حتی کاربرانی که سر انگشتی زبان انگلیسی یاد دارند قادر خواهند بود از این کتاب بهره کافی را ببرند.
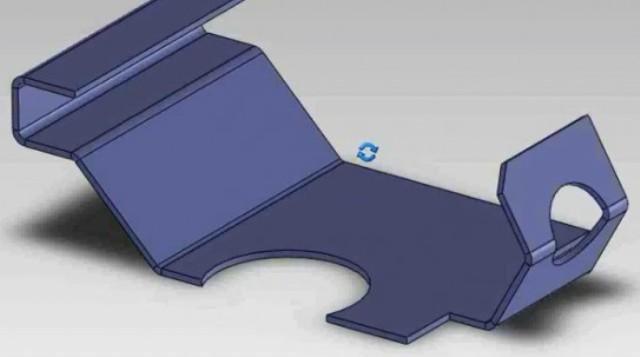
توجه: لازم به ذکر است که آموزش در این کتاب مبتنی با مثال های متنوع کاربردی (قطعاتی که در تصویر جلد کتاب مشاهده می نمایید) می باشد، بطوری که آموزش مدلسازی قطعات و مجموعه مونتاژی به صورت قدم به قدم با تصاویر رنگی از محیط نرم افزار ProEngineer می باشد.
نویسنده : www.BartarFile.ir
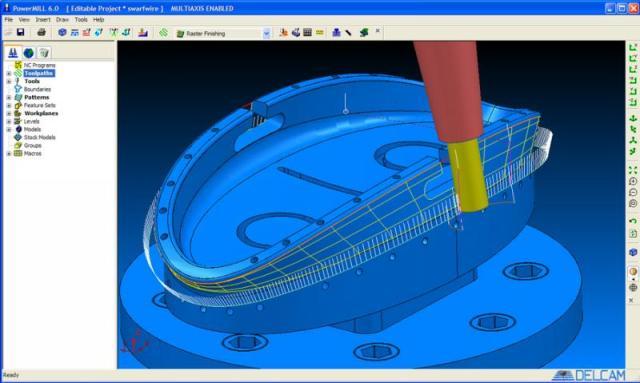
تاریخ : شنبه 22 فروردين 1400
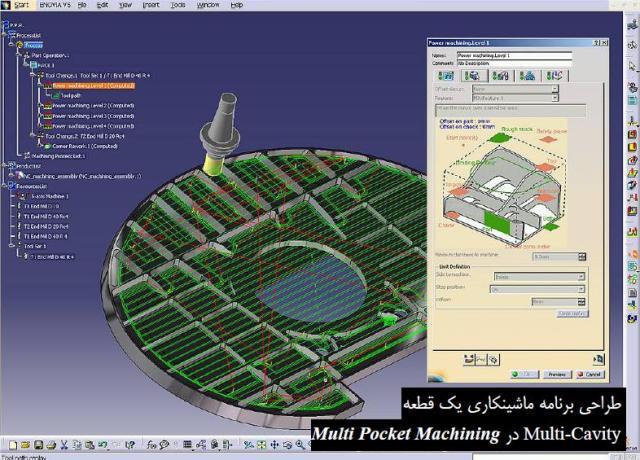
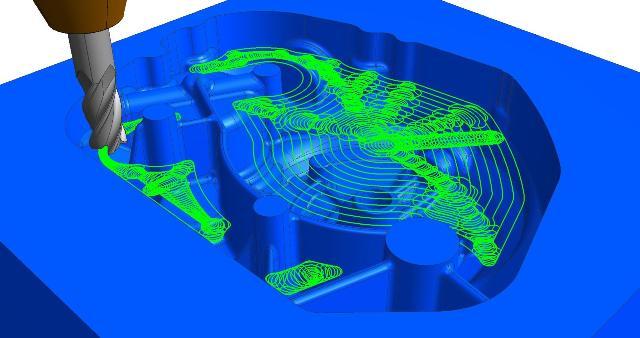
در محیط Prismatic Machining نرم افزار کتیا، برنامه ماشينكاري با ماشين ابزارهاي فرز تهيه و كدهاي آن براي استفاده در ماشين هاي فرز NC استخراج مي شود. در محیط Prismatic Machining مي توان به راحتي عمليات سوراخكاري و فرزكاري با ماشين ابزار هاي سه تا پنج محوره و همچنين ماشين هاي سه محوره با ميز چرخان ر ا برنامه ريزي نمود. اين محيط برنامه ريزي عمليات برش با سرعت هاي بالا (High Speed Cutting) را نيز پشتيباني می نماید. نكته مهم در شبيه سازي، بررسي مسير ابزار مي باشد و مقصود كنترل ابزار در حين حركت از نقطه اي به نقطه ديگر براي بررسي احتمال برخورد با قطعه مي باشد. برخوردهاي ناگهاني در سرعت هاي بالا باعث آسيب ديدن قطعه، دستگاه و ابزار مي شود...
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 28 بهمن 1399
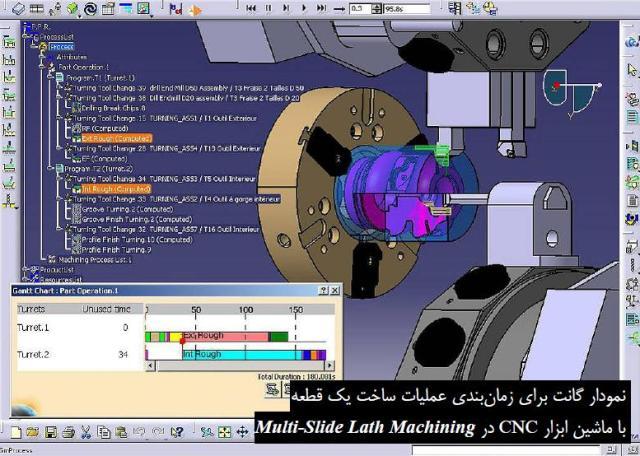
امروزه نرم افزارهای زیادی جهت ماشینکاری قطعات در صنعت استفاده می شود که در ابتدا از این نر م افزارها به صورت دستی (Manual) استفاده می شد ولی با به وجود آمدن CAD & CAM تا حد زیادی از اتلاف وقت جهت ماشینکاری جلوگیری شده است. ماشین های ابزار کنترل عددی کامپیوتری (CNC) به طور فزاینده ای در صنایع براده برداری وارد می شوند. تکنولوژی های CNC حتی در تیراژهای کم هم تولید را اقتصادی می کنند. دقت تکراری بالا، کوتاه شدن مدت زمان فرعی و نیاز کم به ابزارها از دیگر دلایل تولید با CNC است. در واقع این مجموعه آموزشی به طور قابل فهمی اصول نحوه کار و تکنیک وارد کردن اطلاعات CNC را بیان می نماید.ماشین های کنترل عددی کامپیوتری(CNC) به واسطه حافظه ها و میکرو پروسسورهای جدید و پرقدرت و نیز مناسب از نظر قیمت توسعه سریع پشتیبانی کامپیوتری در کنترل ها انجام گرفته است. در واقع اختلاف های اساسی در به کارگیری ماشین ها وجود دارد که این ماشین ها دو دسته می باشند:دستی و کامپیوتری. که اختلاف های زیادی بین این دو وجود ندارد. در بیشتر حرکات دستگاه جهت پیشروی و غیره توسط نیروی کارگر انجام می گیرد و از نظر دقت ابعادی و تلرانس تقریباً بالا نیستند اما در کامپیوتری تمام حرکات توسط فرمان کامپیوتر به دستگاه صورت گرفته و دارای دقت های بالایی هستند. از تفاوت های دیگر آن save کردن برنامه می باشد...
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 30 بهمن 1399
در Generative Sheet Metal Design مي توان انواع فرم ها را بر روي ورق ايجاد كرد. نكته جالب اين است كه براي ايجاد اين فرم ها هيچ محدوديتي وجود ندارد زيرا مي توان با ساخت فرم هاي دلخواه و انتقال آن به اين محيط كاري فرم مورد نظر را با ايجاد يك مجموعه سنبه و ماتريس بر روي ورق منتقل كرد؛ يا با استفاده از ابزار ايجاد شده توسط كاربر، فرم ها و برش هايي را به طور هم زمان بر روي ورق ايجاد كرد.
پس از فراگیری کامل آموزش طراحی و مدلسازی ورقکاری در نرم افزار کتیاشما قادر خواهید بود اجسام ورق مثل سینک ظرفشویی آشپزخانه که در تصاویر زیر مشاهده می نمایید را به راحتی طراحی و مدلسازی نمایید:
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 29 بهمن 1399
از CATIA بیشتر بدانیم،یک کتاب جامع و بی نظیر از معرفی و شناساندن تک تک محیط های نرم افزار پیشرفته کتیا است که مشتمل بر 162 صفحه، به زبان فارسی، در 2 بخش، تایپ شده، با فرمت pdf، به همراه تصاویر رنگی هر محیط به ترتیب زیر گردآوری شده است:
نویسنده : www.BartarFile.ir
تاریخ : جمعه 10 شهريور 1396
کنترل فانوکFanuc یکی از مهمترین شرکت های تولید کننده کنترلر است که در کشورژاپنتولید می شود. البته گروه فانوک یک گروه چند ملیتی است که در آمریکا و اروپا نیز فعالیت دارد.فانوک یکی از بزرگترین سازندگان روباتهای صنعتی در جهان است. مهمترین فعالیت فانوک در زمینه دستگاه های کنترل عددی CNC و کنترلر می باشد...
کتاب ماکروهای سفارشی کنترل عددی کامپیوتری فانوک (FANUC CNC Custom Macros)، مشتمل بر 25 فصل، 332 صفحه، به زبان انگلیسی، همراه با تصاویر، با فرمت pdf، به ترتیب زیر گردآوری شده است:
Chapter 1: Fanuc macros
Chapter 2: Basic program codes
Chapter 3: Review of subprograms
Chapter 4: System parameters
Chapter 5: Data setting
Chapter 6: Macro structure
Chapter 7: Concept of variables
Chapter 8: Assigning variables
Chapter 9: Macro functions
Chapter 10: System variables
Chapter 11: Tool offset variables
Chapter 12: Modal data
Chapter 13: Branches and loops
Chapter 14: Alarms and timers
Chapter 15: Axis position data
Chapter 16: Auto mode operations
Chapter 17: Editing macros
Chapter 18: Parametric programming
Chapter 19: Family of similar parts
Chapter 20: Macros for machining
Chapter 21: Custom cycles
Chapter 22: External output
Chapter 23: Probing with macros
Chapter 24: Additional resources
Chapter 25: Macro course outline
* توجه: لازم به ذکر است که علاوه بر فایل کتاب بالا، فایل آلارم های (Fanuc Alarms) کنترل فانوک (74 صفحه، به زبان انگلیسی، با فرمت pdf) نیز جهت دانلود قرار داده شده است.
برتر فایل یک سایت مرجع با هدف انتشار تحقیق، مقاله، پایان نامه، پاورپوینت، جزوه، کتاب و همچنین فایل های آموزشی از نرم افزار پیشرفته CATIA در زمینه رشته مهندسی مکانیک است که به منظور دسترسی راحت تر، سریع تر و ارزان تر شما دانشجویان و پژوهشگران به تحقیقات مد نظرتان تاسیس شده است.



























 آمار
وبلاگ:
آمار
وبلاگ: